 咨詢熱線:86-755-29773559
咨詢熱線:86-755-29773559系我們")
深圳市科翔模具有限公司
電話: 86 - 755 - 2977 3559
電話: 86 - 755 - 29604615
傳真: 86 - 755 - 2960 4572
郵箱: kexiangmold@126.com
sales@cousunmold.com
地址: 深圳市光明新區(qū)公明街道西田社
區(qū)第二工業(yè)區(qū)24棟A區(qū)
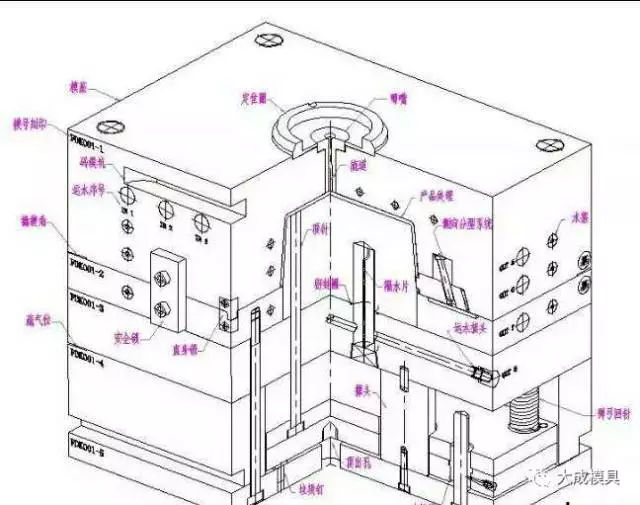
對塑件形狀及壁厚設(shè)計(jì)特別應(yīng)考慮有利于料流暢通填充型腔,盡量避免尖角、缺口等模具設(shè)計(jì)注意事項(xiàng)的概述。
模具設(shè)計(jì)注意事項(xiàng)
⑴塑件形狀及壁厚設(shè)計(jì)特別應(yīng)考慮有利于料流暢通填充型腔,盡量避免尖角、缺口。
⑵脫模斜度應(yīng)取大,含玻璃纖維15%的可取1°~2°,含玻璃纖維30%的可取2°~3°。當(dāng)不允許有脫模斜度時(shí)則應(yīng)避免強(qiáng)行脫模,宜采用橫向分型結(jié)構(gòu)。
⑶澆注系統(tǒng)截面宜大,流程平直而短,以利于纖維均勻分散。
⑷設(shè)計(jì)進(jìn)料口應(yīng)考慮防止填充不足,異向性變形,玻璃纖維分布不勻,易產(chǎn)生熔接痕等不良后果。進(jìn)料口宜取薄片,寬薄,扇形,環(huán)形及多點(diǎn)形式進(jìn)料口以使料流亂流,玻璃纖維均勻分散,以減少異向性,最好不采用針狀進(jìn)料口,進(jìn)料口截面可適當(dāng)增大,其長度應(yīng)短。
⑸模具型芯、型腔應(yīng)有足夠剛性及強(qiáng)度。
⑹模具應(yīng)淬硬,拋光、選用耐磨鋼種,易磨損部位應(yīng)便于修換。
⑺頂出應(yīng)均勻有力,便于換修。
⑻模具應(yīng)設(shè)有排氣溢料槽,并宜設(shè)于易發(fā)生熔接痕部位。
模溫的設(shè)定
⑴模溫影響成型周期及成形品質(zhì),在實(shí)際操作當(dāng)中是由使用材質(zhì)的最低適當(dāng)模溫開始設(shè)定,然后根據(jù)品質(zhì)狀況來適當(dāng)調(diào)高。
⑵正確的說法,模溫是指在成形被進(jìn)行時(shí)的模腔表面的溫度,在模具設(shè)計(jì)及成形工程的條件設(shè)定上,重要的是不僅維持適當(dāng)?shù)臏囟龋€要能讓其均勻的分布。
⑶不均勻的模溫分布,會(huì)導(dǎo)致不均勻的收縮和內(nèi)應(yīng)力,因而使成型口易發(fā)生變形和翹曲。
⑷提高模溫可獲得以下效果;
①增加成形品結(jié)晶度及較均勻的結(jié)構(gòu)。
②使成型收縮較充分,后收縮減小。
③提高成型品的強(qiáng)度和耐熱性。
④減少內(nèi)應(yīng)力殘留、分子配向及變形。
⑤減少充填時(shí)的流動(dòng)阻抗,降低壓力損失。
⑥使成形品外觀較具光澤。
⑦增加成型品發(fā)生毛邊的機(jī)會(huì)。
⑧增加近澆口部位和減少遠(yuǎn)澆口部位凹陷的機(jī)會(huì)。
⑨減少結(jié)合線明顯的程度
⑩增加冷卻時(shí)間。
計(jì)量及可塑化
⑴在成型加工法,射出量的控制(計(jì)量)以及塑料的均勻熔融(可塑化)是由射出機(jī)的可塑化機(jī)構(gòu)(Plasticizingunit)來擔(dān)任的。
①加熱筒溫度(BarrelTemperature)
雖然塑料的熔融,大約有60--85%是因?yàn)槁輻U的旋轉(zhuǎn)所產(chǎn)生的熱能,但是塑料的熔融狀態(tài)仍然受加熱筒溫度的影響,尤以靠近噴嘴前區(qū)的溫度--前區(qū)的溫度過高時(shí)易發(fā)生滴料及取出制件時(shí)牽絲的現(xiàn)象。
②螺桿轉(zhuǎn)速(screwspeed)
A.塑料的熔融,大體是因螺桿的旋轉(zhuǎn)所產(chǎn)生的熱量,因此螺桿轉(zhuǎn)速太快,則有下列影響:
a.塑料的熱分解。
b.玻纖(加纖塑料)減短。
c.螺桿或加熱筒磨損加快。
轉(zhuǎn)速的設(shè)定,可以其圓周速的大小來衡量:
圓周速=n(轉(zhuǎn)速)*d(直徑)*π(圓周率)
通常,低粘度熱安定性良好的塑料,其螺桿桿旋轉(zhuǎn)的圓周速約可設(shè)定到1m/s上下,但熱安定性差的塑料,則應(yīng)低到0.1左右。
C.在實(shí)際應(yīng)用當(dāng)中,我們可以盡量調(diào)低螺桿轉(zhuǎn)速,使旋轉(zhuǎn)進(jìn)料在開模前完成即可。
③背壓(BACKPRESSURE)
A.當(dāng)螺桿旋轉(zhuǎn)進(jìn)料時(shí),推進(jìn)到螺桿前端的熔膠所蓄積的壓力稱為背壓,在射出成型時(shí),可以由調(diào)整射出油壓缸的退油壓力來調(diào)節(jié),背壓可以有以下的效果:
a.熔膠更均勻的熔解。
b.色劑及填充物更加均勻的分散。
c.使氣體由落料口退出。
d.進(jìn)料的的計(jì)量準(zhǔn)確。
背壓的高低,是依塑料的粘度及其熱安定性來決定,太高的背壓使進(jìn)料時(shí)間延長,也因旋轉(zhuǎn)剪切力的提高,容易使塑料產(chǎn)生過熱。一般以5--15kg/cm2為宜。
④松退(SUCKBACK,DECOMPRESSION)
A.螺桿旋轉(zhuǎn)進(jìn)料開始前,使螺桿適當(dāng)抽退,可以使模內(nèi)前端熔膠壓力降低,此稱為前松退,其效果可防止噴嘴部的熔膠對螺桿的壓力,多用于熱流道模具的成型。
B.螺桿旋轉(zhuǎn)進(jìn)料結(jié)束后,使螺桿適當(dāng)抽退,可以使螺桿前端熔膠壓力降低,此稱為后松退,其效果可防止噴嘴部的滴料。
C.不足之處,是容易使主流道(SPRUE)粘模;而太多的松退,則能吸進(jìn)空氣,使成型品發(fā)生氣痕。
深圳市科翔模具有限公司是一家專業(yè)的塑膠模具設(shè)計(jì)生產(chǎn)工廠,致力于中型汽車模具, 電子產(chǎn)品, 家電類產(chǎn)品, 家用品, 工業(yè)應(yīng)用, 農(nóng)業(yè), 醫(yī)療器械等產(chǎn)品模具設(shè)計(jì)開發(fā)及生產(chǎn).長期以來, 我們通過給客戶提供價(jià)格低, 質(zhì)量好, 交期準(zhǔn)的服務(wù), 贏得了海內(nèi)外客戶的一致好評。可以通過我們公司官網(wǎng)(http://www.yc0458.com/)查看更多塑膠模具產(chǎn)品、塑膠注塑產(chǎn)品、塑料產(chǎn)品等等一些定制模具開模。
上一篇: 注塑件模具的品牌重要性,深圳注塑模具廠

全國服務(wù)熱線:
 深圳市科翔模具有限公司
深圳市科翔模具有限公司 掃一掃
添加微信咨詢
全國免費(fèi)服務(wù)熱線
137-1421-9339