 咨詢熱線:86-755-29773559
咨詢熱線:86-755-29773559系我們")
深圳市科翔模具有限公司
電話: 86 - 755 - 2977 3559
電話: 86 - 755 - 29604615
傳真: 86 - 755 - 2960 4572
郵箱: kexiangmold@126.com
sales@cousunmold.com
地址: 深圳市光明新區(qū)公明街道西田社
區(qū)第二工業(yè)區(qū)24棟A區(qū)
第一節(jié) 欠注
一.名詞解釋
熔料進入型腔后沒有充填完全,導致產品缺料叫做欠注或短射。如圖所示。

圖1 制品缺料示意圖
二. 故障分析及排除方法:
1.設備選型不當。在選用注塑設備時,注塑機的最大注射量必須大于塑件重量。在驗核時,注射總量(包括塑件、澆道及飛邊)不能超出注射機塑化量的85%。
2. 供料不足,加料口底部可能有“架橋”現(xiàn)象。可適當增加射料桿注射行程,增加供料量。
3. 原料流動性能太差。應設法改善模具澆注系統(tǒng)的滯流缺陷,如合理設置澆道位置、擴大澆口、流道和注料口尺寸以及采用較大的噴嘴等。同時,可在原料配方中增加適量助劑,改善樹脂的流動性能。
4. 潤滑劑超量。應減少潤滑劑用量及調整料筒與射料桿間隙,修復設備。
5. 冷料雜質阻塞流道。應將噴嘴拆卸清理或擴大模具冷料穴和流道的截面。
6. 澆注系統(tǒng)設計不合理。設計澆注系統(tǒng)時,要注意澆口平衡,各型腔內塑件的重量要與澆口大小成正比,是各型腔能同時充滿,澆口位置要選擇在厚壁部位,也可采用分流道平衡布置的設計方案。若澆口或流道小、薄、長,熔料的壓力在流動過程中沿程損失太大,流動受阻,容易產生填充不良。對此應擴大流道截面和澆口面積,必要時可采用多點進料的方法。
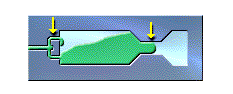
圖2 流道過細而凝固
7. 模具排氣不良。應檢查有無冷料穴,或其位置是否正確,對于型腔較深的模具,應在欠注部位增設排氣溝槽或排氣孔,在合理面上,可開設0.02-0.04mm,寬度為5-10mm的排氣槽,排氣孔應設置在型腔的最終充填處。使用水分及易揮發(fā)物含量超標的原料時也會產生大量氣體,導致模具排氣不良,此時應對原料進行干燥及清除易揮發(fā)物。此外,在模具系統(tǒng)的工藝操作方面,可通過提高模具溫度,降低注射速度、減小澆注系統(tǒng)流動阻力,以及減小合模力,加大模具間隙等輔助措施改善排氣不良。
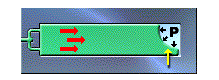
圖3 困氣產生背壓阻料
8. 模具溫度太低。開機前必須將模具預熱至工藝要求的溫度。剛開機時,應適當節(jié)制模具內冷卻劑的通過量。若模具溫度升不上去,應檢查模具冷卻系統(tǒng)設計是否合理。
9. 熔料溫度太低。在適當?shù)某尚头秶鷥龋蠝嘏c充模長度接近于正比例關系,低溫熔料的流動性能下降,式的充模長度減短。應注意將料筒加熱到儀表溫度后還需恒溫一段時間才能開機。如果為了防止熔料分解不得不采取低溫注射時,可適當延長注射循環(huán)時間,克服欠注。
10. 噴嘴溫度太低。在開模時應使噴嘴與模具分離。減少模溫對噴嘴溫度的影響,使噴嘴處的溫度保持在工藝要求的范圍內。
11. 注射壓力或保壓不足。注射壓力與充模長度接近于正比例關系,注射壓力太小,充模長度短,型腔充填不滿。對此,可通過減慢射料桿前進速度,適當延長注射時間等辦法來提高注射壓力。
12. 注射速度太慢。注射速度與充模速度直接相關。如果注射速度太慢,熔料充模緩慢,而低速流動的熔體很容易冷卻,使其流動性能進一步下降產生欠注。對此,應適當提高注射速度。
13. 塑件結構設計不合理。當塑件厚度與長度不成比例,形體十分復雜且成型面積很大時,熔體很容易在塑件薄壁部位的入口處流動受阻,使型腔很難充滿。因此,在設計塑件的形體結構時,應注意塑件厚度與熔料極限充模長度有關。在注射成型時,塑件的厚度應采用1-3mm,大型塑件為3-6mm。通常,塑件厚度超過8mm或小于0.5mm都對注塑成型不利,設計時應避免采用這樣的厚度。

圖4 制件復雜或流路過長而凝固
下一篇: 模具試模打樣前的注意事項有哪些呢?

全國服務熱線:
 深圳市科翔模具有限公司
深圳市科翔模具有限公司 掃一掃
添加微信咨詢
全國免費服務熱線
137-1421-9339